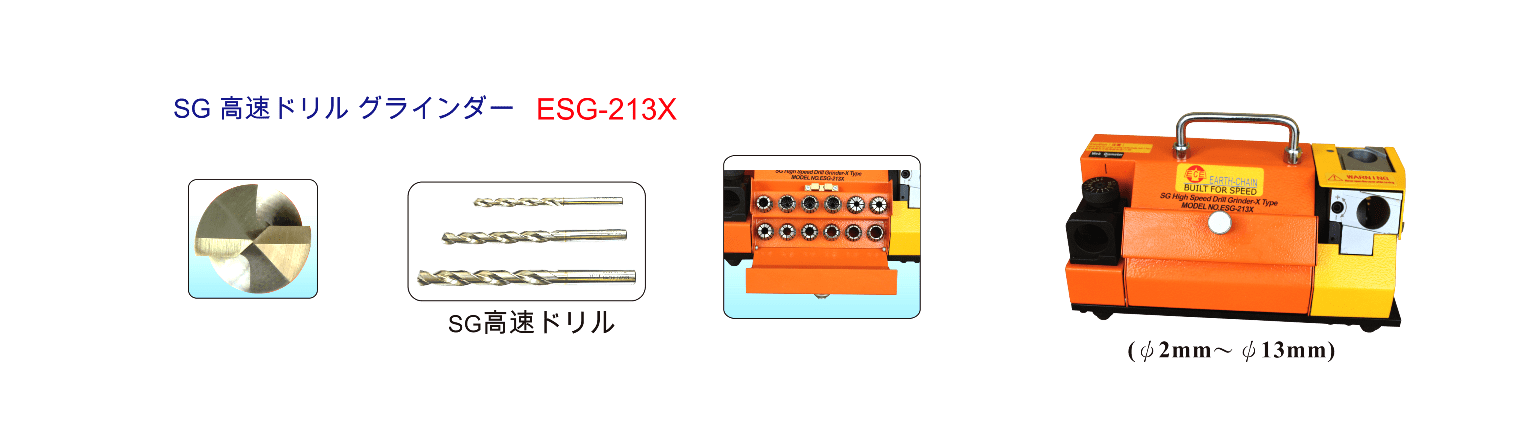
SG 高速ドリル グラインダー- XタイプESG-213X

製品
ESG-213X(Ø2mm-Ø13mm)

| モデル番号 | ESG-213X | モーター | 150W |
|---|---|---|---|
| 容量 | Ø2mm ~ Ø13mm | R.P.M. | 5500 R.P.M. |
| ドリル角度 | 135° | 重量 | 11.25 kg |
| 電源 | AC110V - AC220V 単相 (60Hz/50Hz) | 砥石 |
| 標準のアクセサリー |
|---|
| ERコレット Ø2.5mm ~ Ø13mm (12本) |
| CBNホイール #200 x 1pc and #400 x 1pc |
| プションアクセサリ | |
|---|---|
| 注文番号 | 説明 |
| ESG-213X-2D | SDCホイール #400 (超硬ドリル用) |

コレットホルダー:ベアリング組み立て済み
(もっと簡単&締め付けに便利)
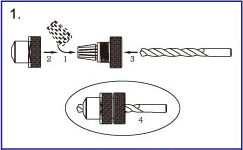
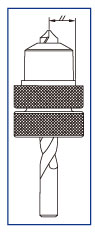
コレットホルダーにドリルをセットアップします
コレットホルダーへのドリルのセットアップについては、ステップ1、2、3、4に従ってください。 (締め付けなし)***図#1に示すように
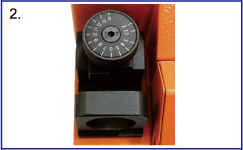
ドリルの直径を設定します
- スケール環を右に回して「0」の位置にします。
- ドリルの直径に合わせて目盛りを調整してください。
***図2に示すように

ドリルを研削位置に設定します
コレットホルダーをドリルで挿入して右に回し、コレットホルダーでドリルを締めて研削位置を設定します。
***図#3に示すように
対象:使用済みのドリルまたはドリルのモデルが異なるため、スケールの環はドリルの直径に対して正確ではない可能性があります。 ドリルの中心端が「コレットホルダー」のギャップと平行でなければならないことを常に確認してください。***右の図に示すように。

ドリルのエンドガッシュを研磨します
コレットホルダーをドリルでエンドガッシュ研削ポートに挿入し、研削ホイールをゆっくりと押してから、バリ取りのために左右に動かして、研削音が消えるまでエンドガッシュを研削します。 コレットホルダーをドリルで取り出し、反対側に変えて(180度回転)、上記と同じ方法で再度研磨します。***図#4に示すように

ドリルの中心点を研削します
コレットホルダーをドリルで挿入し、砥石を少し押してから、左右に動かしてバリ取りを行い、研削音が消えるまでドリルの中心点を研削します。 コレットホルダーをドリルで取り出し、反対側に変えて(180度回転)、上記と同じ方法で再度研磨します。***図#5に示すように
中心点を調整します:
「+」を調整して大きくします
「-」を調整して小さくします

ドリルの二次逃げ角を研削します
ドリル付きコレットホルダーを二次逃げ角研削ポートに挿入し、砥石をゆっくりと押して、ドリルの二次逃げ角を研削するまで研削します。コレットホルダーをドリルで取り出し、反対側に変えて(180度回転)、上記と同じ方法で再度研磨します。。***図#6に示すように
エンドガッシュを調整します:
「+」を調整して大きくします
「-」を調整して小さくします
***研削盤への切りくずの擦れを防ぎ、使用寿命を保つために、研削チップを頻繁に清掃してください。
この機械は通常の操作で1年間保証されています (消耗部品とホイールは例外です)