




规格
操作

钻头夹具组加装轴承
(可轻松的夹持钻头)
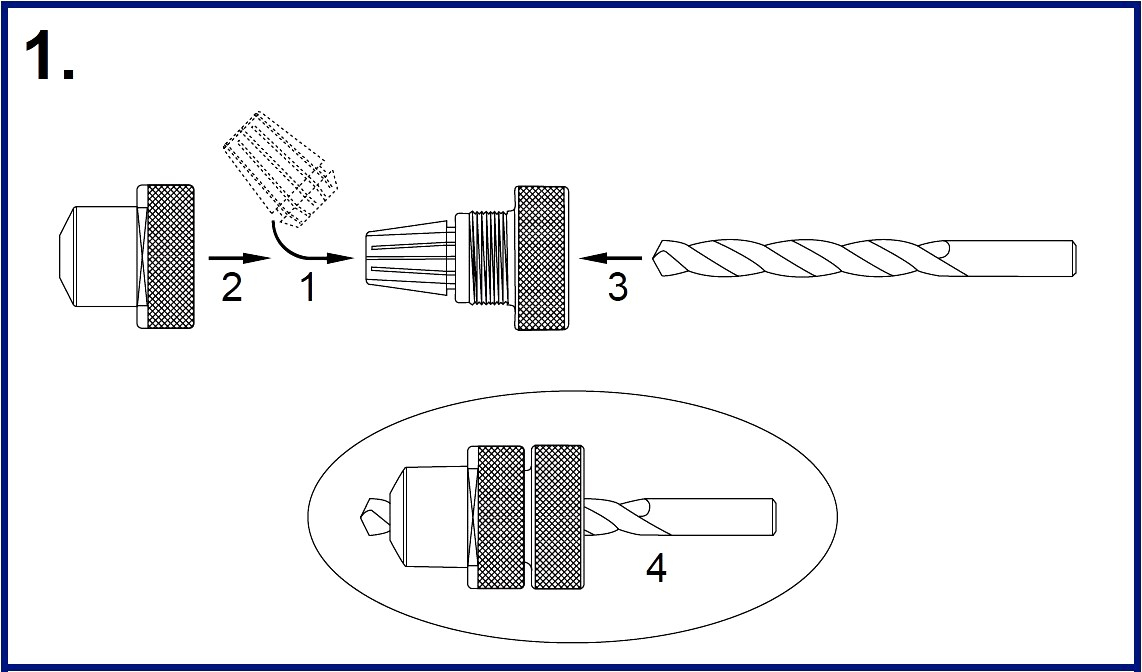
钻头夹具组与"筒夹"及"钻头"之组装。
请依左列图示1,2,3,4之步骤组装。 "不锁紧"***如图 1 所示

钻头直径之定位调整
- 先将刻度调整环向右转至归零位置。
- 将刻度调整环向左转至所要研磨之钻头直径尺寸。 ***如图2所示

钻头之定位
插入钻头夹具组至调整台及钻头插到底后,将钻头及夹具组向右转到底后锁紧。***如图3所示
注意:刻度调整环可能因钻头之新旧及规格样式不同而无法精确,请于钻头定位后确认钻头刀口需与钻头夹具组之缺口成平行状态。 (如右图示)
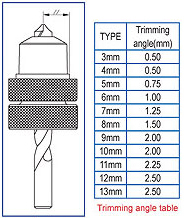
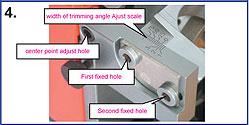
钻头中心静点与排屑沟宽度调整
- 先确认钻头尺寸后核对排屑建议宽度(如右图排屑沟建议表)。先松开图上第2固定孔,再松开第1固定孔。将静点座上的刻度移动至所需尺寸(方式和游标卡尺判读刻度方式相同),请先锁紧第1固定孔后再锁紧第2固定孔即可研磨。
- 调整中心静点,向右调静点变大向左调静点变小。***如图4所示

钻头之中心静点研磨
- 插入钻头夹具组及钻头并轻轻接触砂轮后缓慢推进开始研磨,直至研磨声消失为止。
- 取出钻头夹具组及钻头,转180°依上述步骤再研磨另一中心静点,即完成中心静点研磨。 ***如图5所示
注意: 机器在发货前已调整。除非必要,否则不要调整。

钻头后斜角研磨
- 插入钻头夹具组及钻头至后斜角研磨座,并轻轻接触砂轮后缓慢推进开始研磨,直到研磨声消失为止。
- 取出钻头夹具组及钻头,转180°依上述步骤再研磨另一后斜角,即完成后斜角研磨。
- 调整刀刃大小,向右调整刀刃变小向左调整刀刃变大。***如图6所示

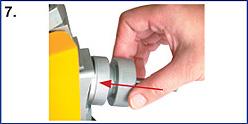
鑽頭刀刃研磨
- 插入钻头夹具组及钻头至刀刃研磨座,并轻轻接触砂轮后缓慢推进开始研磨,直到研磨声消失为止。
- 取出钻头夹具组及钻头,转180°依上述步骤再研磨另一刀刃,即完成刀刃研磨。 ***如图7所示
- 注意:
1. 研磨机使用后,请以高压风枪清除研磨屑粉,再以干净抹布擦拭,并擦上少许防锈油,以增长使用寿命。
2. 马达请勿持续运转超过1小时。