龍門銑床
磁盤依工件尺寸以【點】夾持工件,改變磁性夾具以【面】夾持工件方式,使磁盤面積 100% 全面使用,大幅降低設備成本,創造更多利潤。
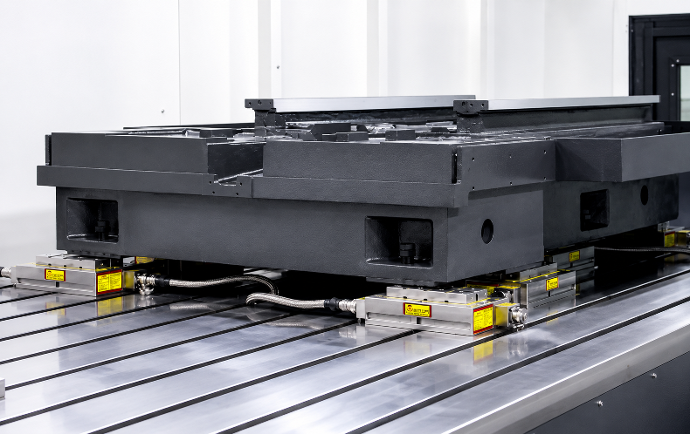
在大型龍門銑床的加工應用中,工件尺寸往往龐大、重量高、形狀複雜,如何在確保加工精度與安全的前提下,快速且穩定地完成夾持,一直是現場工程師與生產管理者關注的核心課題。相較於傳統壓板、地腳螺栓或大型專用治具,**磁盤夾持系統**在大型龍門銑床上展現出高度的彈性與實用性,尤其是「**可依工件大小自由組合磁盤的數量、位置與間距**」這一特點,更成為其無可取代的關鍵優勢。
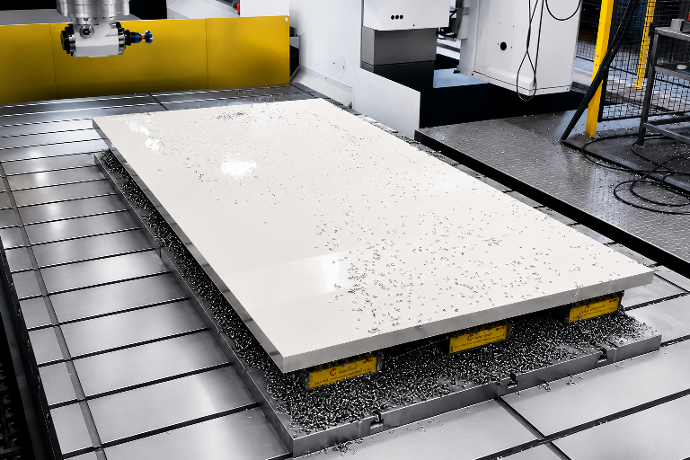
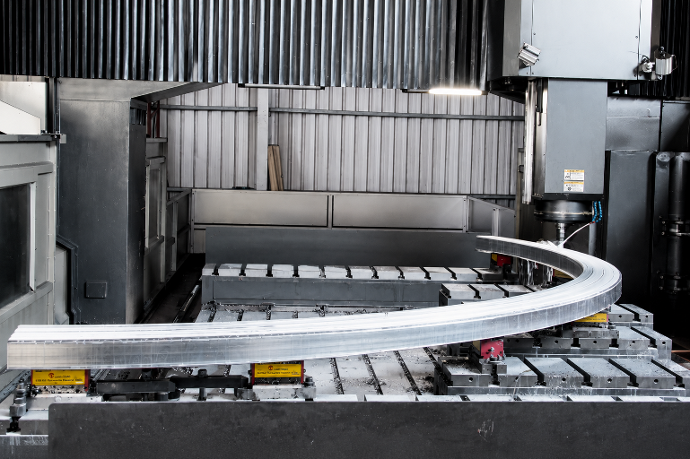
首先,在面對不同尺寸與形狀的大型工件時,磁盤可採取**模組化配置**。龍門銑床的工作台通常面積寬廣,透過多塊磁盤並列或分區配置,使用者可依工件長度、寬度與支撐需求,自由決定磁盤的數量與排列方式。對於超長型或大型平板類工件,可沿加工方向連續配置多塊磁盤,形成完整的吸附面;對於尺寸不規則或局部加工需求的工件,則可僅在受力與加工重點區域配置磁盤,避免不必要的干涉。這種彈性組合方式,大幅提升設備對不同產品的適應能力,特別適合多品項、少量或混線生產的加工環境。
其次,磁盤在**位置與間距上的自由調整**,能有效對應工件結構特性與加工需求。大型工件往往存在厚薄不均、筋位分布或局部懸空等問題,若採用固定式機械夾具,容易造成受力不均與變形風險。磁盤則可依工件實際受力位置,調整各磁盤之間的間距與佈局,使吸附力集中於關鍵支撐區域,同時避免過度集中於單一位置。這種「依工件結構而設計的夾持配置」,能有效降低加工中的翹曲、振動與尺寸偏移,確保大型龍門銑床在長時間重切削下仍維持穩定精度。
再者,**多磁盤組合夾持**有助於提升整體加工效率。相較於需要反覆鎖固與拆卸的壓板或螺栓,磁盤僅需短暫操作即可完成吸磁或退磁,當工件尺寸改變時,只需重新調整磁盤位置或增減磁盤數量,無須重新製作專用治具。在大型工件加工中,換件與重新定位往往耗時甚久,而磁盤的彈性組合特性可大幅縮短段取時間,提升龍門銑床的實際稼動率,對於高單價設備而言,效益尤為顯著。
在加工穩定性方面,透過多塊磁盤共同吸附工件,可形成**均勻且分散的夾持力**。這對大型工件尤為重要,因其自重本身即可能造成下垂或內應力集中。合理配置磁盤數量與間距,可使吸附力沿工件底面平均分布,減少局部受力過大的情況,進而提升平面度與加工一致性。對於需進行大面積銑削或多次走刀的龍門加工而言,這種均衡夾持方式能有效抑制振動,延長刀具壽命,並改善表面品質。
此外,磁盤的自由組合也帶來**更高的生產安全性與管理彈性**。在大型工件加工現場,工件一旦鬆脫,後果往往相當嚴重。多磁盤配置能提供冗餘的吸附保障,即使單一區域受力變化,其餘磁盤仍可維持整體穩定。同時,工廠可依實際產線需求,靈活調度磁盤資源,不必為每一種工件配置專屬大型治具,降低治具製作、存放與管理成本。
綜合而言,磁盤應用於大型龍門銑床的最大價值,在於其**可依工件大小自由組合磁盤數量、位置與間距**的高度彈性。這不僅解決了大型工件夾持不易、治具成本高與加工穩定性不足等問題,更能在確保精度與安全的前提下,顯著提升設備使用效率與生產彈性。對於追求高效率、高穩定與多樣化加工能力的現代製造工廠而言,磁盤夾持已成為大型龍門銑床不可或缺的重要解決方案。
讓我們為你評估最適合的磁力夾持方案。
立即與我們聯絡,獲得專屬技術建議。