



仕様
操作

コレットホルダー:ベアリング組み込み
(締め付けがより簡単で便利)
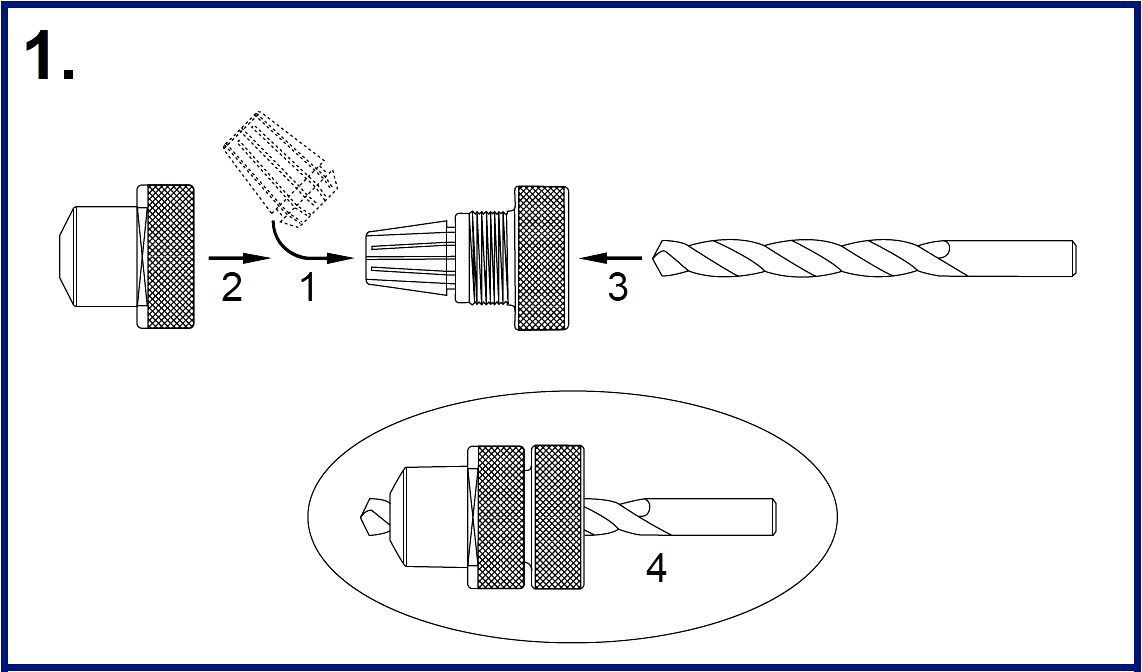
ドリルをコレットホルダーにセットアップします
ステップ1、2、3、4に従って、ドリルをコレットホルダーにセットします。(締め付けはしないでください)***図1に示すように
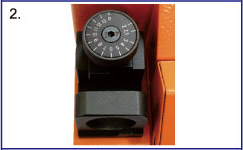
ドリルの直径を設定する
- 目盛環を右に回して「0」の位置に合わせます。
- ドリルの直径に合わせてスケールを調整します。***図2に示すように

ドリルを研削位置にセットアップ
コレットホルダーにドリルを挿入し、右に回してドリルをコレットホルダーで締めて、研削位置をセットアップします。
***図3に示すように
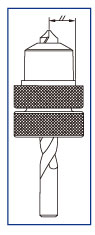
注意: スケールアニュラスは、使用済みドリルや異なるモデルのドリルのため、ドリル直径に正確でない場合があります。いずれにせよ、ドリルの中心エッジが「コレットホルダー」の隙間と平行であることを常に確認してください。
***右の図に示すように

ドリルの先端を研削する
コレットホルダーをドリルと一緒に端面研削ポートに挿入し、研削ホイールにゆっくりと押し込みます。それからバリ取りのために左右に動かし、研削音が消えるまで端面を研削します。コレットホルダーをドリルと一緒に取り出し、反対側(180度回転)に変えて、上記と同じ方法で再度研削します。***図4に示すように

ドリルの中心点を研磨する
ドリルをセットしたコレットホルダーを挿入し、研削盤に軽く押し付けて、左と右に動かしながら、ドリルの中心点を研削し、研削音が消えるまでバリ取りをします。ドリル付きのコレットホルダーを取り出し、反対側に変更(180度回転)して、上記と同様に再び研削します。***図5に示すように
中心点を調整:
大きくするために「+」を調整
小さくするために「-」を調整
