



Especificación
Operaciones

Portacolete: rodamiento ensamblado
(Más fácil y conveniente para apretar)
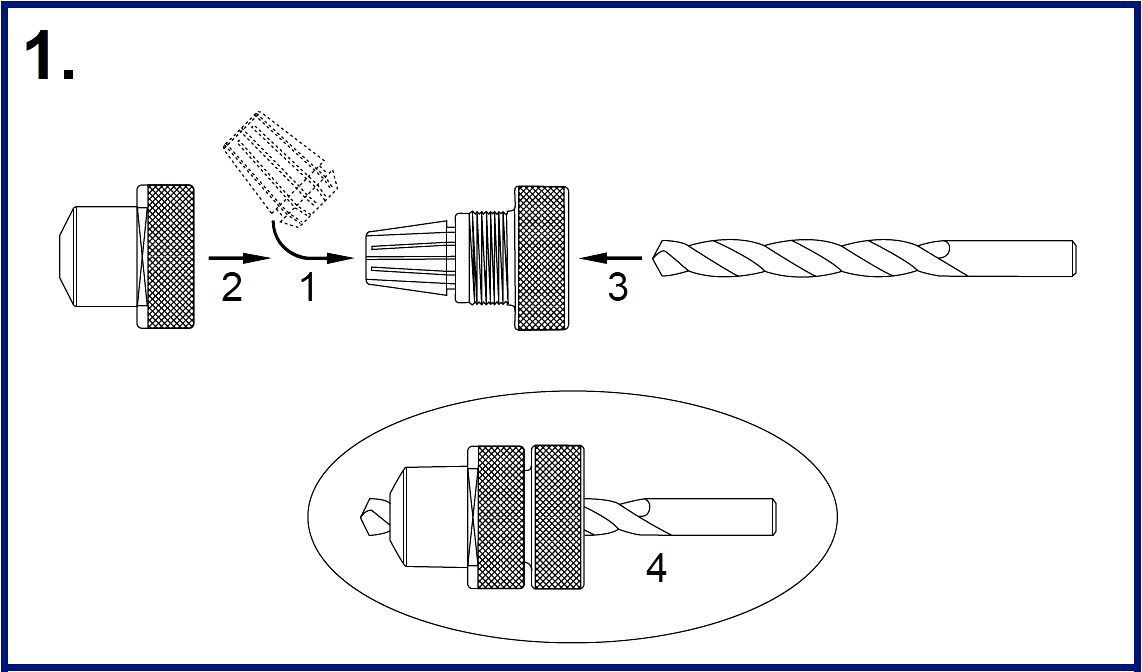
Configurar el taladro en el portabrocas
Siga los pasos 1, 2, 3, 4 para configurar el taladro en el soporte del collet. (sin apretar)***como se muestra en el diagrama #1
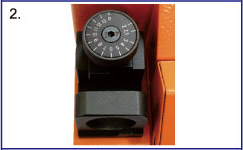
Configurar el diámetro del taladro
- Gire a la derecha el anillo de escala hasta la posición "0".
- Ajusta la escala para adaptarse al diámetro de la broca.***como se muestra en el diagrama #2

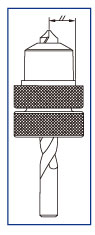
Configure el taladro en la posición de rectificado
Inserte el portapinzas con el taladro y gire a la derecha, luego apriete el taladro con el portapinzas para configurar la posición de rectificado.
***como se muestra en el diagrama #3
Atención: El anillo de escala puede no ser exacto para el diámetro del taladro, debido al uso del taladro o a un modelo diferente de taladro. De todos modos, asegúrese siempre de que el borde central del taladro esté paralelo con la ranura del "Portapinzas".
***como se muestra en el diagrama de la derecha

Afile el extremo del taladro
Inserte el portabrocas con el taladro en el puerto de rectificado de ranura final y empuje lentamente hacia la rueda de rectificado, luego mueva de izquierda a derecha para eliminar rebabas y afilar la ranura final hasta que desaparezca el sonido de rectificado. Saque el portabrocas con el taladro y cámbielo al otro lado (gire 180 grados) para rectificar nuevamente de la misma manera que se mencionó anteriormente.***como se muestra en el diagrama #4

Afile el punto central del taladro
Inserte el portabrocas con el taladro y presione ligeramente hacia la rueda de esmeril, luego muévase hacia la izquierda y la derecha para desbarbar y afilar el punto central del taladro hasta que desaparezca el sonido de esmerilado. Saque el portabrocas con el taladro y cámbielo al otro lado (gire 180 grados) para afilar nuevamente de la misma manera que se mencionó anteriormente.***como se muestra en el diagrama #5
Ajuste el punto central:
Ajuste "+" para más grande
Ajuste "-" para más pequeño
