



Specification
Operations

Collet Holder : bearing assembled
(More easy & convenient for tighting)
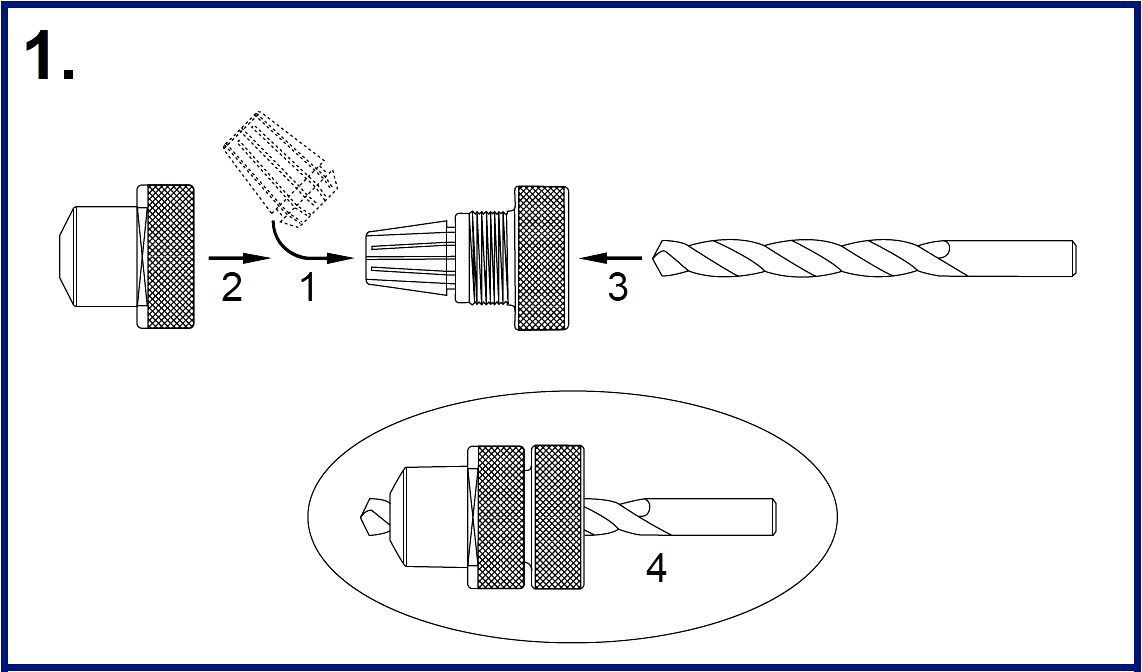
Set up the drill to the collet holder
Follow up the Steps 1, 2, 3, 4 for set up the drill to the collet holder. ( with out tighing) ***as shown on diagram #1
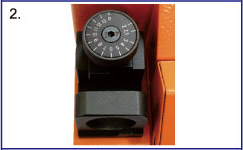
Set up the diameter of drill
- Turn right the scale annulus to be "0" position.
- Adjust the scale to meet the diameter of the drill. ***as shown on diagram #2

Set up the drill to the grinding position
Insert the collet holder with drill and turn right, then tighten the drill by collet holder for set up the grinding position.
***as shown on diagram #3
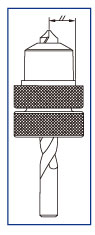
Attn: The scale annulus maybe not exact for the drill diameter, because of used drill or different model of drill. Any how, please always make sure the center edge of drill must be parallel with the gap of "Collet Holder".
***as shown on the right diagram

Grind the end gash of drill
Insert the collet holder with drill to the end gash grinding port and push to the grinding wheel slowly, then move left and right for de-burring to grind the end gash until the grinding sound disappeared. Take out the collet holder with drill and change to the other side (turn 180 degree) to grind again in same way as above mentioned.***as shown on diagram #4

Grind the center point of drill
Insert the collet holder with drill and push to the grinding wheel slightly, then move left and right for de-burring t to grind the center point of drill until the grinding sound disappeared. Take out the collet holder with drill and chang to the other side (turn 180 degree) to grind again in same way as above mentioned.***as shown on diagram #5
Adjust the center point :
Adjust "+" for bigger
Adjust "-" for smaller
