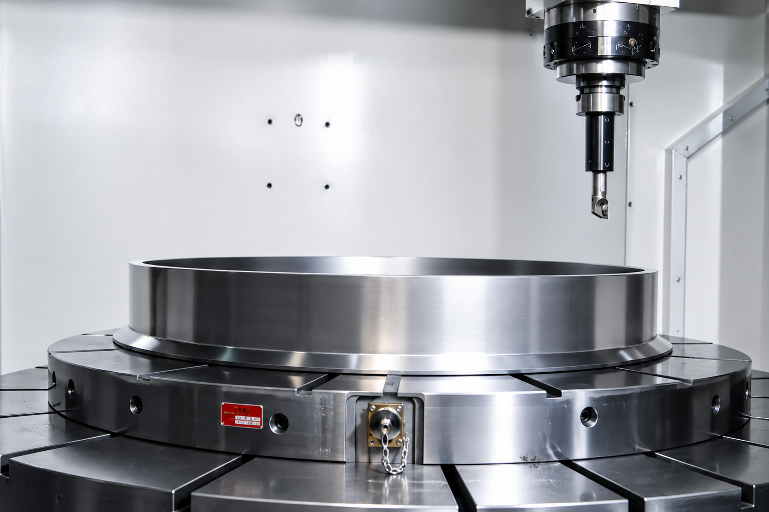
在現代精密加工領域中,立式車床與 CNC 五軸綜合切削加工機因具備高剛性、高效率與多面加工能力,已成為製造業處理大型、複雜或高精度工件的關鍵設備。然而,隨著工件多樣化、加工精度要求提升、產線效率提升的壓力加劇,傳統夾治具(如機械夾爪、油壓夾具、爪盤)逐漸暴露出夾持不均、工件變形大、換裝時間長以及高維修成本等問題。
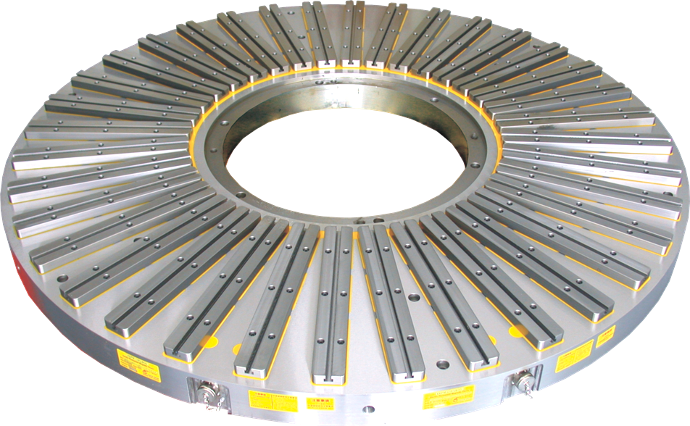
永磁式電控磁盤
永磁式電磁卡盤具有瞬時磁化、永久夾持力、安全穩定、無需耗材以及與自動化系統相容等特點,正迅速成為立式車床和五軸加工中心的關鍵夾緊解決方案。以下章節將從夾緊精度、加工效率、安全性、設備整合性和成本效益五個面向闡述其優勢。
一、均勻夾持力提升加工精度,減少工件變形
立式車床及五軸加工常面對薄壁件、大面積工件或高精度形位加工,傳統機械夾爪與油壓爪盤容易因局部施力造成:
* 工件夾持變形
* 加工中震動增加
* 切削負載不均
* 尺寸精度不穩定
永磁式電控磁盤具有以下特點:
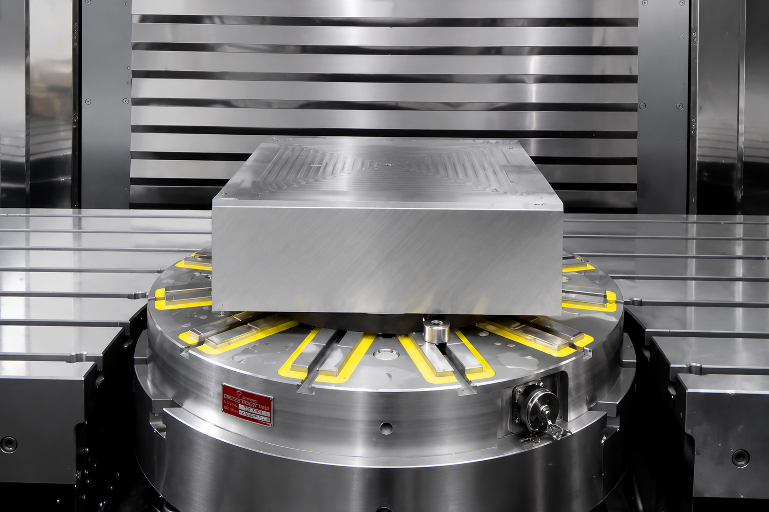
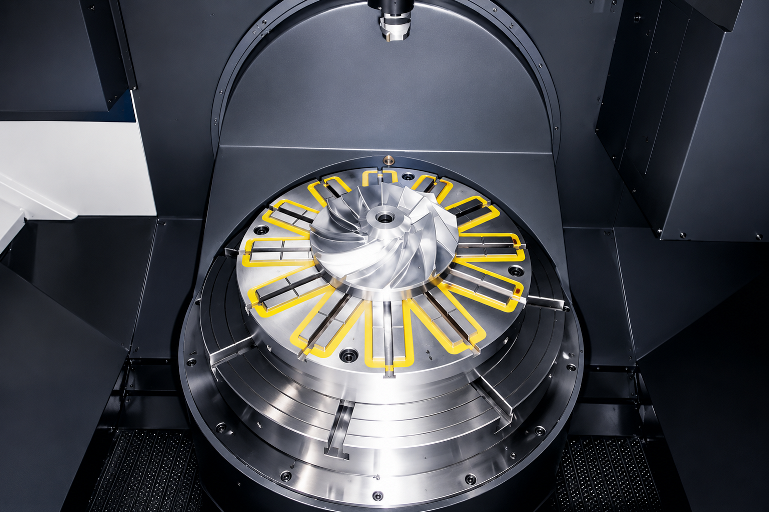
1.1 全面吸附,力均勻分佈
磁盤可對工件整個底面施加均一磁吸力,避免集中應力,使工件在高速切削或重切削時保持高穩定性。
1.2 減少薄板、環狀件、鑄件的變形問題
特別適合立式車床加工大型法蘭、環形盤類、渦輪殼體、泵體等容易變形的工件。
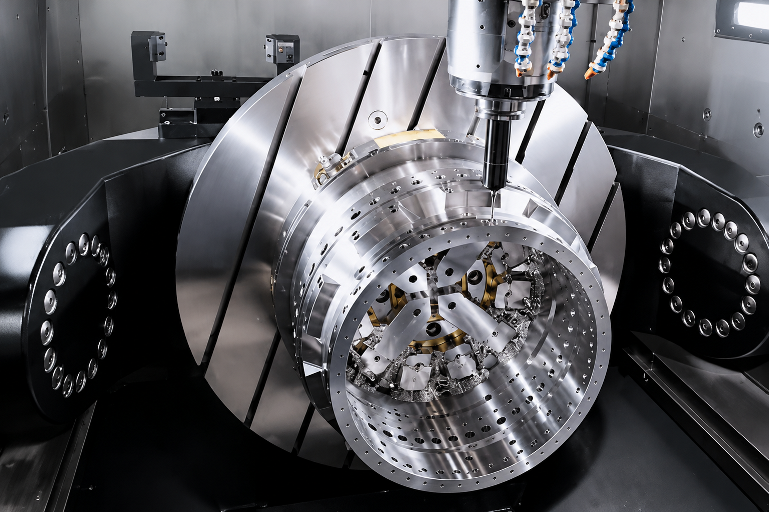
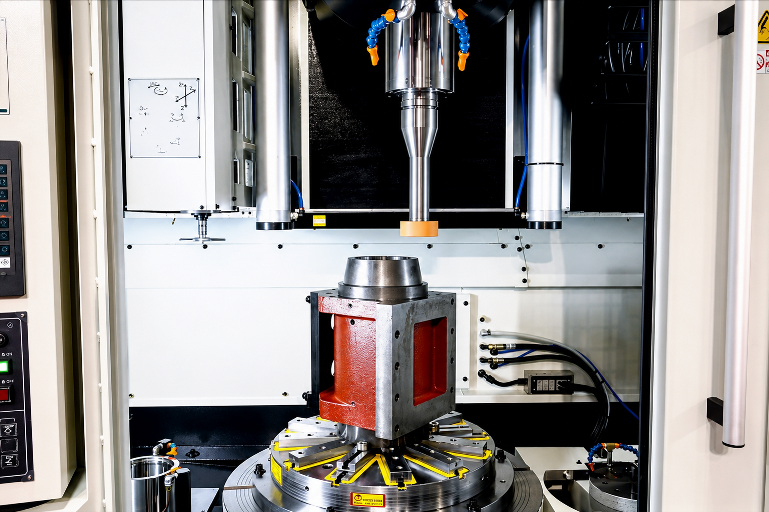
1.3 改善五軸加工中的動態穩定性
五軸加工時工件需在多方向旋轉與傾斜,均勻磁力可減低偏置夾持帶來的晃動問題,提高表面粗糙度品質。
二、夾持快速、工件換裝時間大幅縮短
在五軸機與立車加工中,夾治具換裝往往占據大量非切削時間,是生產瓶頸之一。使用永磁式電控磁盤可達成:1–3 秒完成吸附 / 釋放,通電只在吸磁或退磁瞬間進行,切換速度極快,相比:永磁磁盤能大幅縮短換模時間。
* 傳統爪盤需反覆調整爪距
* 油壓夾具需等待壓力建立
* 專用夾治具需繁瑣定位
2.1 夾持流程簡化
放置工件 → 按下按鈕 → 開始加工
無需扭螺絲、鎖爪座、調治具水平,提升產線節拍。
2.2 適用於多品種少量生產
五軸加工常處理多樣少量工件,永磁磁盤能快速適應不同尺寸材料,減少治具設計時間。
三、高安全性:斷電不失磁,重切削更可靠
永磁式電控磁盤的核心安全優勢在於:
3.1 斷電後依然保持100%吸力,因主要吸力來自永久磁鐵,不受電力影響,有效避免:
* 因電力造成升溫導致工件變形。
* 因停電造成工件掉落
* 油壓夾具漏油壓力下降導致工件鬆脫
* 五軸加工抬頭傾斜時的高風險掉件
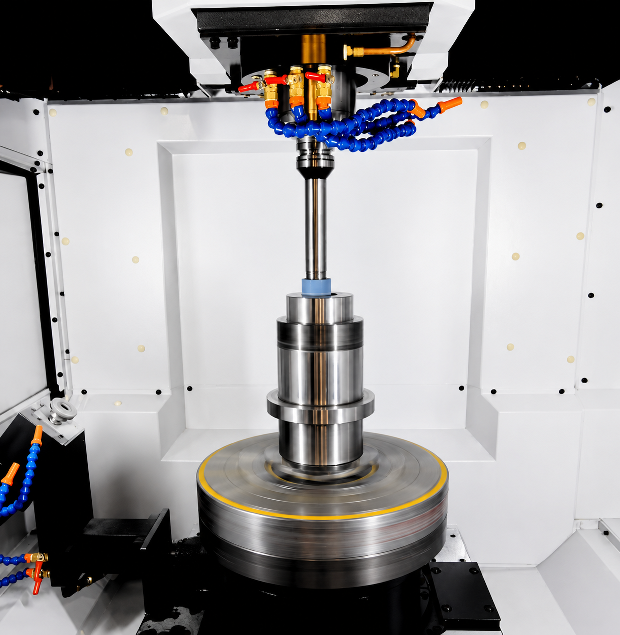
3.2 高剛性吸附適合重切削
立式車床常需要重切削或大進給加工,磁盤吸力穩定且可達數噸至數十噸,完全勝任大型鑄件、重工件加工。
3.3 無過熱風險
傳統電磁盤需長時間通電,易發熱造成吸力下降,而永磁電控磁盤完全無此問題。
四、無耗材、維護量低,長期成本大幅降低
對於立式車床與五軸加工中心來說,傳統夾具的維護是一大負擔:
* 油壓夾具需更換油封、油管、油壓泵
* 機械爪盤需定期校正與潤滑
* 大型治具造價高昂且須長期保存
永磁式電控磁盤擁有:
4.1 幾乎零耗材
無油壓元件、無滑動部件,不需更換油或密封件。
4.2 使用壽命可超過10年以上
磁力不衰退,結構耐用。
4.3 能耗極低
只有吸附與釋放時瞬間用電,比任何油壓或電磁系統更節能。
五、自由度高、適合五軸加工的多面加工需求
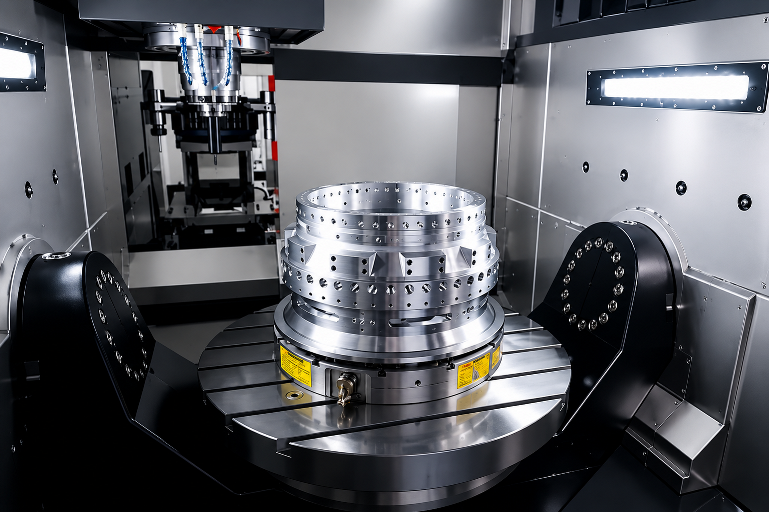
五軸加工最大的特點在於工件需傾斜、旋轉並進行多面切削,而永磁磁盤具備:
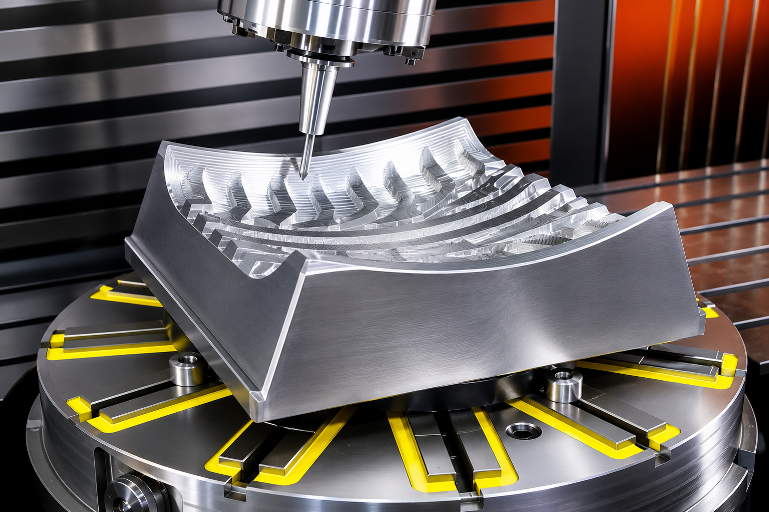
5.1 四面或多面無障礙加工
無夾爪遮擋,可一次裝夾完成:
* 外型加工
* 倒角
* 側面銑削
* 輕度腔體加工
提高首次加工成功率,減少重複裝夾誤差。
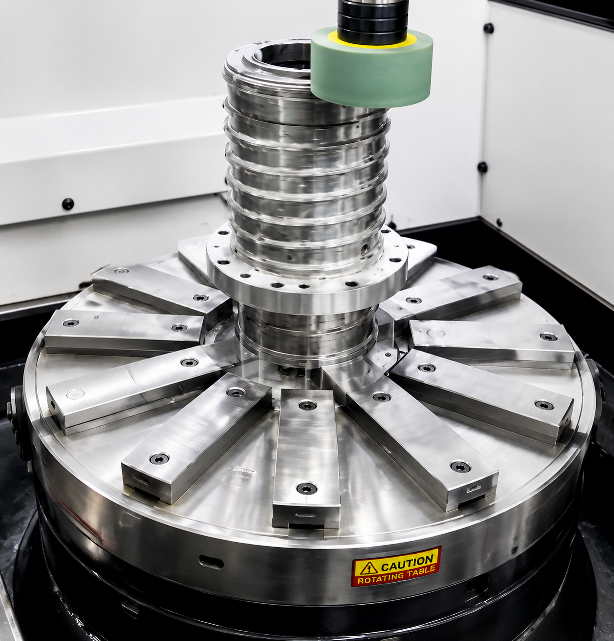
5.2 更彈性的工件支撐配置
可搭配磁力塊、極性延伸塊、可調支撐治具,適應複雜曲面或不規則形狀工件。
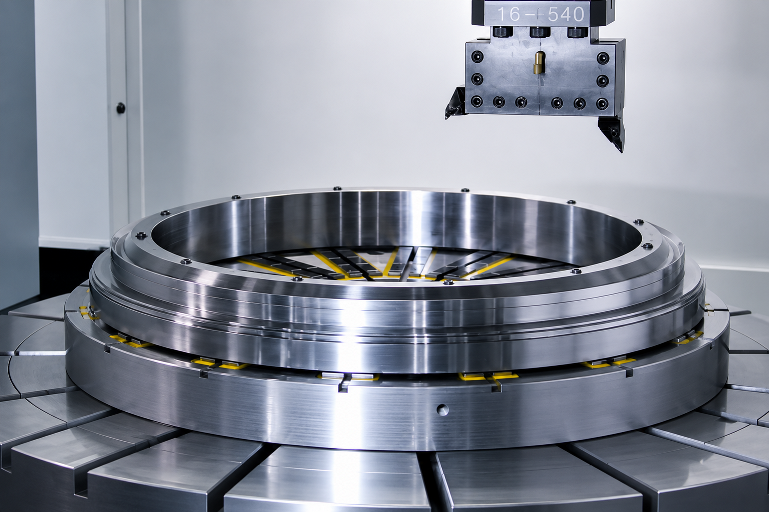
5.3 適合立車的大型環形件中心開放加工
無需爪盤,磁盤中心完全開放,可加工內孔、內徑、溝槽等結構。
六、適合導入自動化與智慧製造
永磁電控磁盤可與:
* CNC 控制器
* 機械手臂
* 自動換模系統(AMC)
* 智慧工廠監控系統(MES)
整合,實現自動上下料、無人化加工,符合智慧製造與工業4.0趨勢。
永磁式電控磁盤在立式車床與五軸綜合加工機應用中,具備 **高精度、高穩定性、高安全性、快速換裝、低維護與高彈性** 等明顯優勢,不僅能提升加工品質,更能有效縮短非切削時間、降低工件變形風險、加強自動化能力。
對於旨在提高生產效率、優化加工品質和降低設備總成本的公司而言,採用永磁電磁盤不僅僅是夾緊技術的升級,更是一項長期、具有競爭力和明智的投資。