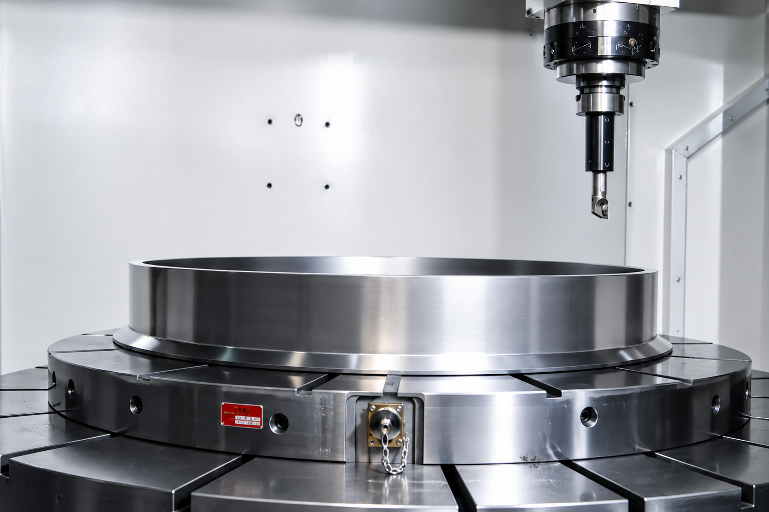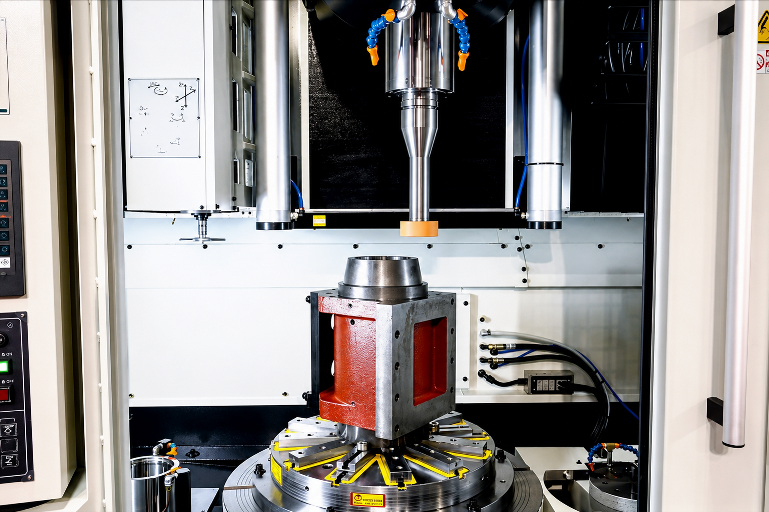
在现代精密加工领域中,立式车床与 CNC 五轴综合切削加工机因具备高刚性、高效率与多面加工能力,已成为制造业处理大型、复杂或高精度工件的关键设备。然而,随着工件多样化、加工精度要求提升、产线效率提升的压力加剧,传统夹治具(如机械夹爪、油压夹具、爪盘)逐渐暴露出夹持不均、工件变形大、换装时间长以及高维修成本等问题。
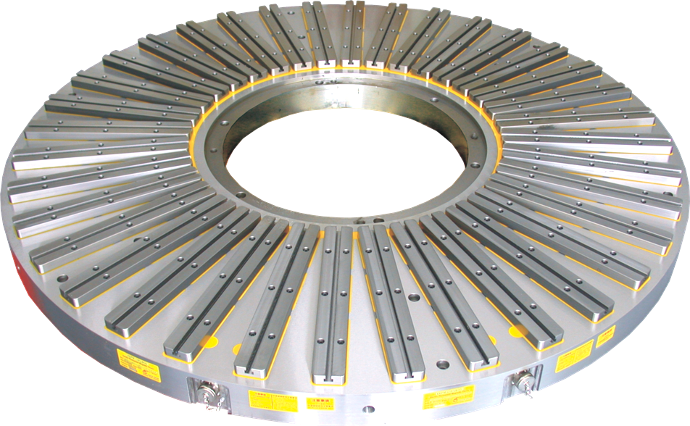
电永磁吸盘
永磁式电磁卡盘具有瞬时磁化、永久夹持力、安全稳定、无需耗材以及与自动化系统兼容等特点,正迅速成为立式车床和五轴加工中心的关键夹紧解决方案。以下章节将从夹紧精度、加工效率、安全性、设备集成性和成本效益五个方面阐述其优势。
一、均匀夹持力提升加工精度,减少工件变形
立式车床及五轴加工常面对薄壁件、大面积工件或高精度形位加工,传统机械夹爪与油压爪盘容易因局部施力造成:
* 工件夹持变形
* 加工中震动增加
* 切削负载不均
* 尺寸精度不稳定
永磁式电控磁盘具有以下特点:
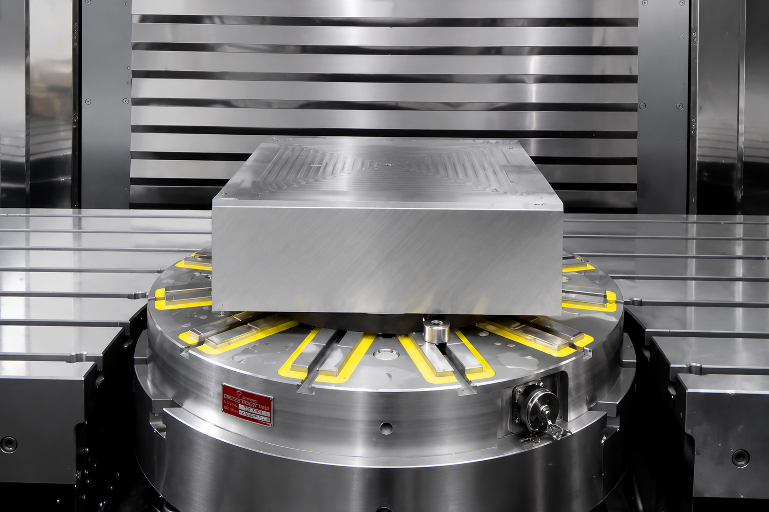
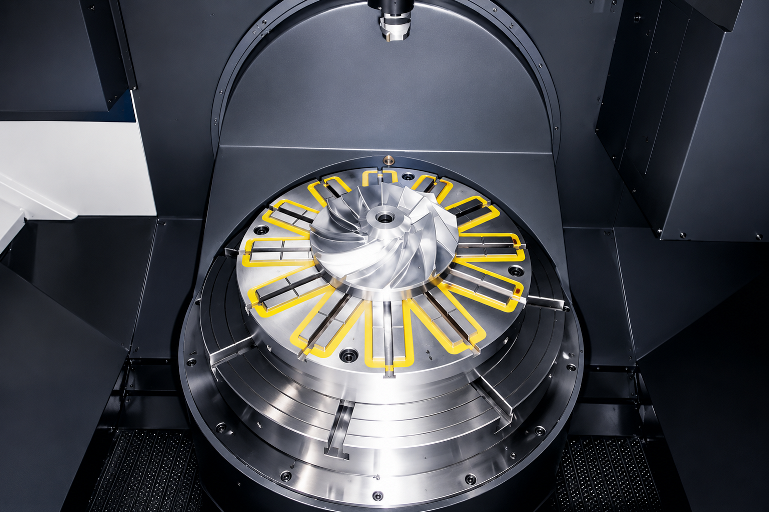
1.1 全面吸附,力均匀分布
磁盘可对工件整个底面施加均一磁吸力,避免集中应力,使工件在高速切削或重切削时保持高稳定性。
1.2 减少薄板、环状件、铸件的变形问题
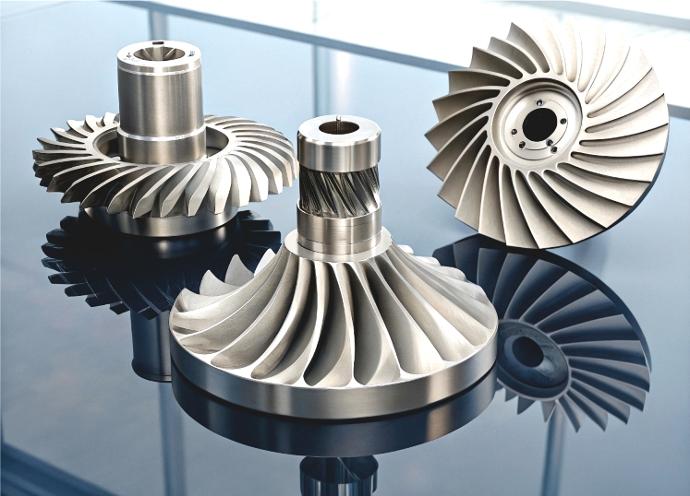
特别适合立式车床加工大型法兰、环形盘类、涡轮壳体、泵体等容易变形的工件。
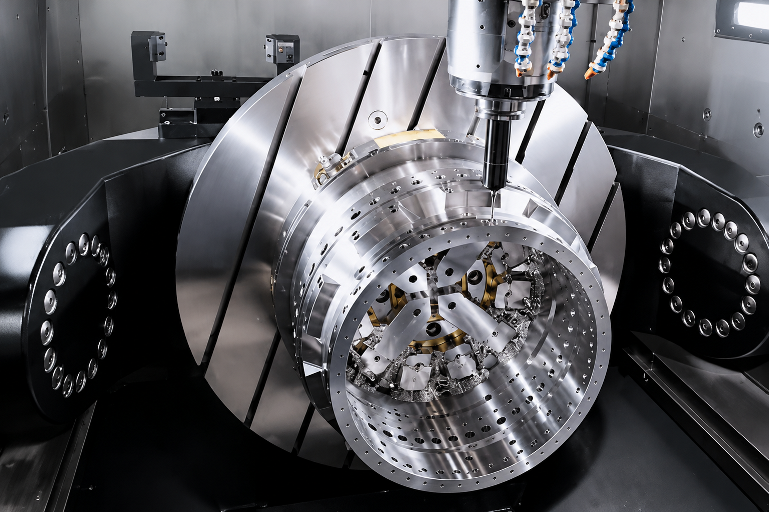
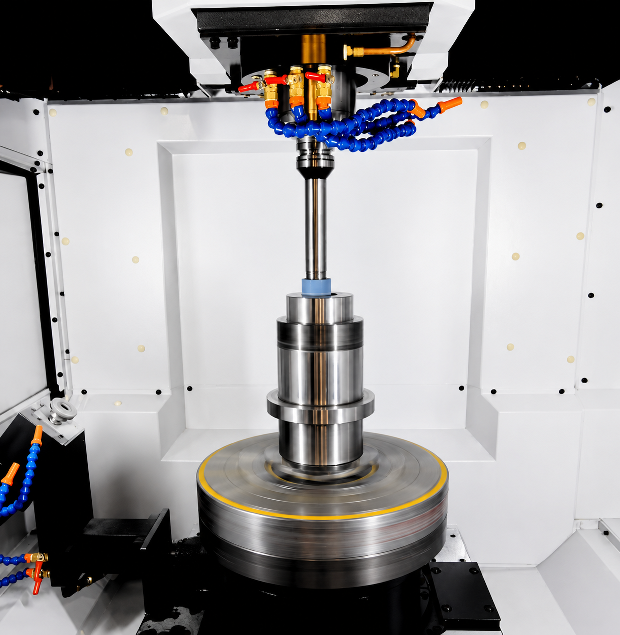
1.3 改善五轴加工中的动态稳定性
五轴加工时工件需在多方向旋转与倾斜,均匀磁力可减低偏置夹持带来的晃动问题,提高表面粗糙度品质。
二、夹持快速、工件换装时间大幅缩短
在五轴机与立车加工中,夹治具换装往往占据大量非切削时间,是生产瓶颈之一。使用永磁式电控磁盘可达成:1–3 秒完成吸附 / 释放,通电只在吸磁或退磁瞬间进行,切换速度极快,相比:永磁磁盘能大幅缩短换模时间。
* 传统爪盘需反覆调整爪距
* 油压夹具需等待压力建立
* 专用夹治具需繁琐定位
2.1 夹持流程简化
放置工件 → 按下按钮 → 开始加工
无需扭螺丝、锁爪座、调治具水平,提升产线节拍。
2.2 适用于多品种少量生产
五轴加工常处理多样少量工件,永磁磁盘能快速适应不同尺寸材料,减少治具设计时间。
三、高安全性:断电不失磁,重切削更可靠
永磁式电控磁盘的核心安全优势在于:
3.1 断电后依然保持100%吸力,因主要吸力来自永久磁铁,不受电力影响,有效避免:
* 因电力造成升温导致工件变形。
* 因停电造成工件掉落
* 油压夹具漏油压力下降导致工件松脱
* 五轴加工抬头倾斜时的高风险掉件
3.2 高刚性吸附适合重切削
立式车床常需要重切削或大进给加工,磁盘吸力稳定且可达数吨至数十吨,完全胜任大型铸件、重工件加工。
3.3 无过热风险
传统电磁盘需长时间通电,易发热造成吸力下降,而永磁电控磁盘完全无此问题。
四、无耗材、维护量低,长期成本大幅降低
对于立式车床与五轴加工中心来说,传统夹具的维护是一大负担:
* 油压夹具需更换油封、油管、油压泵
* 机械爪盘需定期校正与润滑
* 大型治具造价高昂且须长期保存
永磁式电控磁盘拥有:
4.1 几乎零耗材
无油压元件、无滑动部件,不需更换油或密封件。
4.2 使用寿命可超过10年以上
磁力不衰退,结构耐用。
4.3 能耗极低
只有吸附与释放时瞬间用电,比任何油压或电磁系统更节能。
五、自由度高、适合五轴加工的多面加工需求
五轴加工最大的特点在于工件需倾斜、旋转并进行多面切削,而永磁磁盘具备:
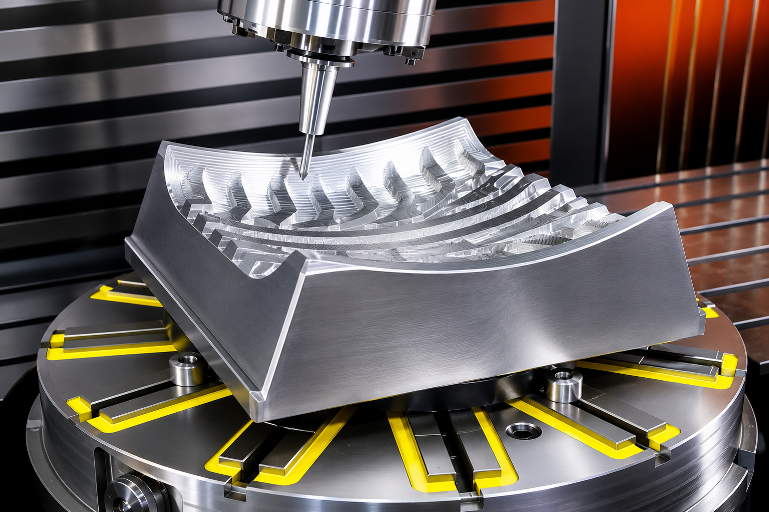
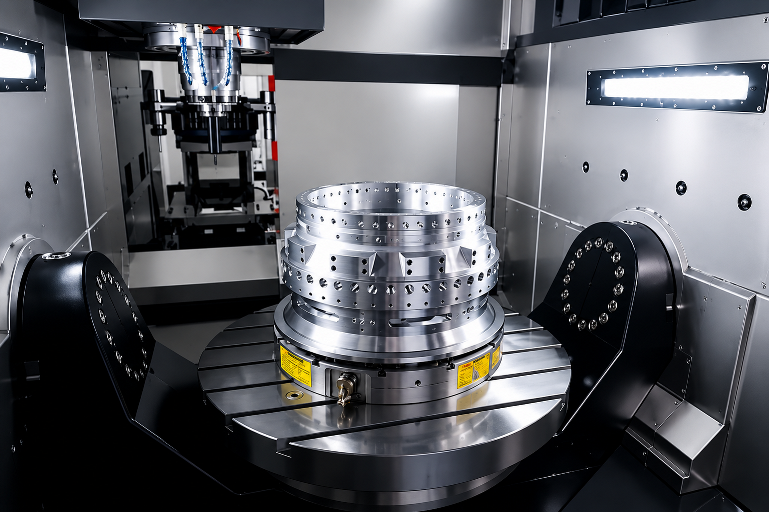
5.1 四面或多面无障碍加工
无夹爪遮挡,可一次装夹完成:
* 外型加工
* 倒角
* 侧面铣削
* 轻度腔体加工
提高首次加工成功率,减少重复装夹误差。
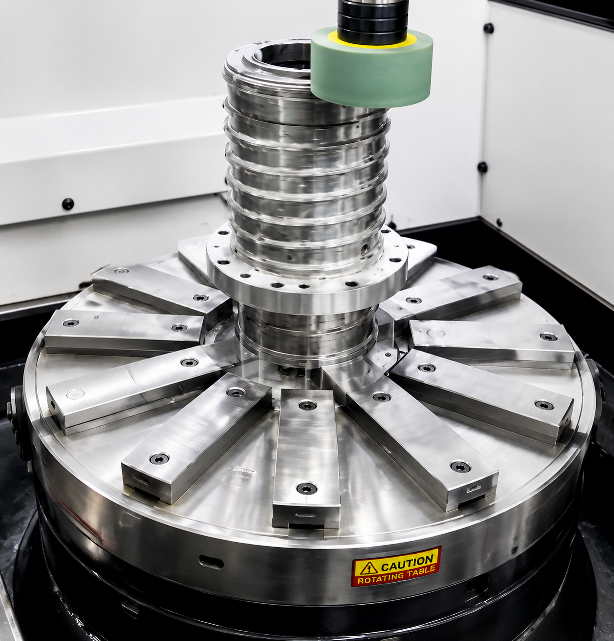
5.2 更弹性的工件支撑配置
可搭配磁力块、极性延伸块、可调支撑治具,适应复杂曲面或不规则形状工件。
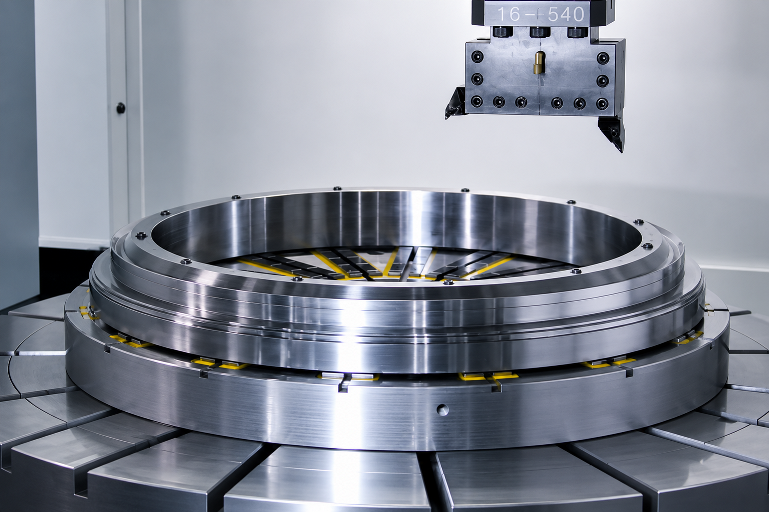
5.3 适合立车的大型环形件中心开放加工
无需爪盘,磁盘中心完全开放,可加工内孔、内径、沟槽等结构。
六、适合导入自动化与智慧制造
永磁电控磁盘可与:
* CNC 控制器
* 机械手臂
* 自动换模系统(AMC)
* 智慧工厂监控系统(MES)
整合,实现自动上下料、无人化加工,符合智慧制造与工业4.0趋势。
永磁式电控磁盘在立式车床与五轴综合加工机应用中,具备 **高精度、高稳定性、高安全性、快速换装、低维护与高弹性** 等明显优势,不仅能提升加工品质,更能有效缩短非切削时间、降低工件变形风险、加强自动化能力。
对于旨在提高生产效率、优化加工质量和降低设备总成本的公司而言,采用永磁电磁卡盘不仅仅是夹紧技术的升级,更是一项长期、具有竞争力和明智的投资。