规格
操作

钻头夹具组加装轴承
(可轻松的夹持钻头)
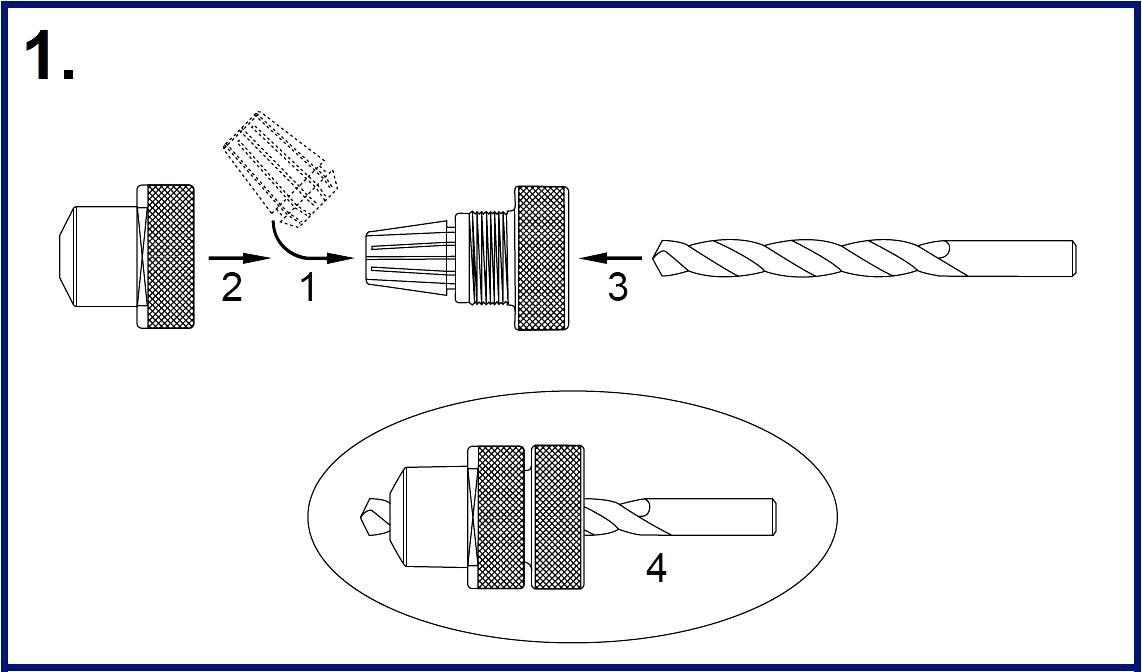
钻头夹具组与"筒夹"及"钻头"之组装。
请依左列图示1,2,3,4之步骤组装。 "不锁紧"***如图1所示

钻头直径之定位调整
- 先将刻度调整环向右转至归零位置。
- 将刻度调整环向左转至所要研磨之钻头直径尺寸。***如图2所示

钻头之定位
插入钻头夹具组至调整台及钻头插到底后,将钻头及夹具组向右转到底后锁紧。
***如图3所示
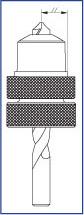
注意:刻度调整环可能因钻头之新旧及规格样式不同而无法精确,请于钻头定位后确认钻头刀口需与钻头夹具组之缺口成平行状态。 ***如右图所示。
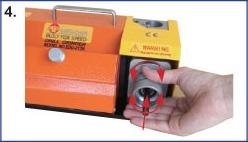
钻头之端角研磨
- 起动马达。
- 插入钻头夹具组及钻头至端角研磨座,轻轻接触砂轮后快速左右旋转开始研磨,直至研磨声消失。
- 取出钻头夹具组及钻头,转180°依上述步骤再研磨另一端角,即完成端角研磨。***如图4所示

中心静点研磨座之调整
将中心静点研磨座调整至适当位置,向右调大向左调小。***如图5所示

钻头之中心静点研磨
- 插入钻头夹具组及钻头并轻轻接触砂轮后缓慢左右旋转开始研磨,直至研磨声消失。
- 取出钻头夹具组及钻头,转180°依上述步骤再研磨另一中心静点,即完成中心静点研磨。***如圖6所示
此型钻头中心静点,适用于钻钢性较强之硬质材料。
此型钻头中心静点,为泛用型,适用于一般金属材料,如黄铜、铁及一般钢材等。