規格
操作方式

鑽頭夾具組加裝軸承
(可輕鬆的夾持鑽頭)
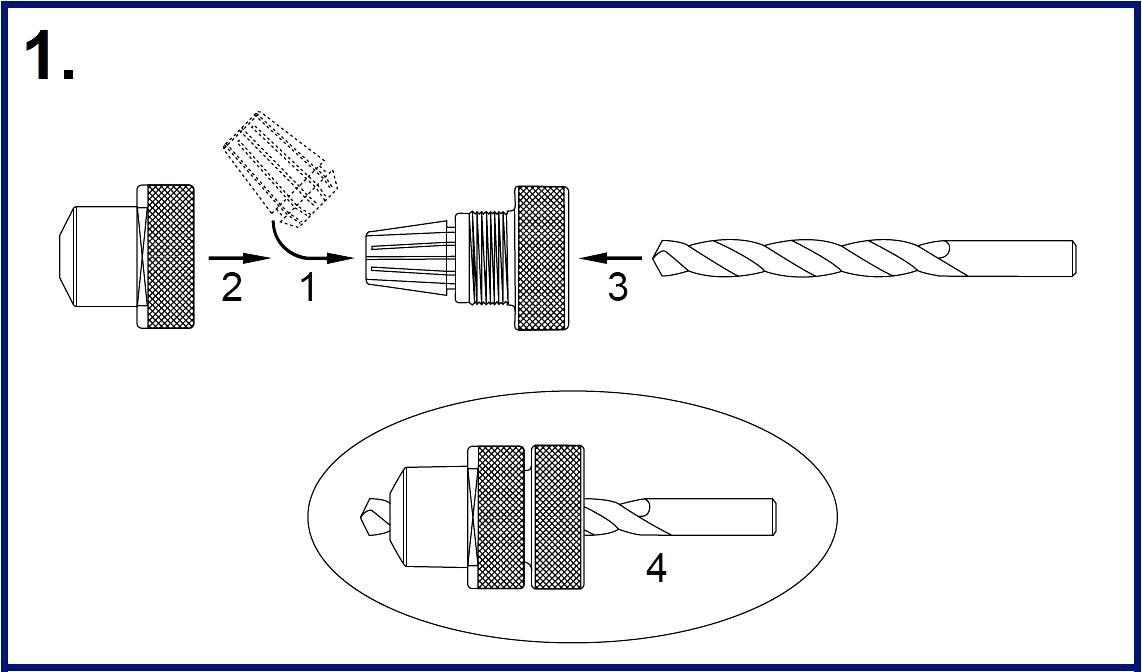
1.鑽頭夾具組與"筒夾"及"鑽頭"之組裝。
請依左列圖示1,2,3,4之步驟組裝。"不鎖緊"***如圖1所示

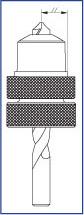
2.鑽頭直徑之定位調整
- 先將刻度調整環向右轉至歸零位置。
- 將刻度調整環向左轉至所要研磨之鑽頭直徑尺寸。***如圖#2所示

3.鑽頭之定位
插入鑽頭夾具組至調整台及鑽頭插到底後,將鑽頭及夾具組向右轉到底後鎖緊
***如圖3所示
注意:刻度調整環可能因鑽頭之新舊及規格樣式不同而無法精確,請於鑽頭定位後確認鑽頭刀口需與鑽頭夾具組之缺口成平行狀態。 ***如右圖所示。
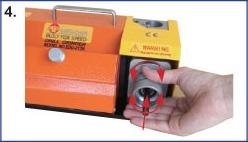
4.鑽頭之端角研磨
- 起動馬達。
- 插入鑽頭夾具組及鑽頭至端角研磨座,輕輕接觸砂輪後快速左右旋轉開始研磨,直至研磨聲消失。
- 取出鑽頭夾具組及鑽頭,轉180°依上述步驟再研磨另一端角,即完成端角研磨。***如圖#4所示

5.中心靜點研磨座之調整。
將中心靜點研磨座調整至適當位置,向右調大向左調小。***如圖5所示

6.鑽頭之中心靜點研磨
- 插入鑽頭夾具組及鑽頭並輕輕接觸砂輪後緩慢左右旋轉開始研磨,直至研磨聲消失。
- 取出鑽頭夾具組及鑽頭,轉180°依上述步驟再研磨另一中心靜點,即完成中心靜點研磨。***如圖 #6 所示
此型鑽頭中心靜點,適用於鑽鋼性較強之硬質材料。
此型鑽頭中心靜點,為泛用型,適用於一般金屬材料,如黃銅、鐵及一般鋼材等。