Häufig gestellte Fragen zu elektro-permanenten Magnetspannfuttern
In den letzten Jahren haben elektro-permanente Magnetspannfutter zunehmend Aufmerksamkeit als Alternative zur Sicherung von Werkstücken in mechanischen Prozessen gewonnen. In allgemeinen Maschinenwerkstätten kann der Einsatz von Magneten die Einrichtungszeit verkürzen und besseren Zugang zu allen Seiten des Werkstücks bieten. Sie sind besonders wertvoll in der Flächenschleifanwendung als Werkzeug zur Sicherung von Werkstücken.
Flächenschleifen Magnetspannfutter - EEPM
Der Einsatz von Magnetspannfuttern ermöglicht es den Benutzern, Werkstücke mit höheren Vorschubgeschwindigkeiten und Geschwindigkeiten zu bearbeiten, ohne sich um Vibrationen sorgen zu müssen. Wenn das Werkstück nicht gleichmäßig gesichert ist oder wenn es mit mechanischen Spannvorrichtungen oder Schraubstöcken auf dem Maschinenbett befestigt ist, muss sich die Maschine möglicherweise an diese Bedingungen anpassen, was häufig mehrere Stopps und Starts erfordert.
Wie behebt man Probleme mit einem Elektromagnetischen Spannplattenregler?
Wenn Sie Probleme mit Ihrem Elektromagnet-Spannsteuergerät haben, kontaktieren Sie direkt den Hersteller oder Lieferanten Ihres elektro-permanenten Magnetspannfutters. Verschiedene Arten von Magnetspannfuttern verwenden unterschiedliche Magnettechnologien, wie Permanentmagnete, Elektromagnete oder elektro-permanente Magnete.
Wie installiert man ein elektropermanentes Magnetspannfutter auf einem Maschinentisch?

Befolgen Sie diese Schritte, um ein Magnetspannfutter auf Ihrer Maschine zu installieren:
- Überprüfen Sie den Maschinentisch, um sicherzustellen, dass er sauber, unbeschädigt und gratfrei ist.
- Reinigen Sie sorgfältig den Boden des Spannfutters und überprüfen Sie auf Schäden während des Transports.
- Platzieren Sie das Spannfutter auf dem Maschinentisch im Arbeitsbereich und stellen Sie sicher, dass es sicher montiert ist und sich keine Fremdkörper zwischen dem Arbeitstisch und dem Boden des Spannfutters befinden.
- Verwenden Sie die bereitgestellten Klammern, um das Spannfutter an den Rändern an beiden Enden zu sichern.
- Wenn das Spannfutter auf einer Schleifmaschine installiert wird, führen Sie das Schleifen durch, bevor Sie mit der Arbeit beginnen.
- Wenn das Spannfutter auf einem größeren Magnetspannfutter installiert ist, das bereits flach geschliffen wurde, ist zusätzliches Schleifen nicht erforderlich.
- Wenn das elektropermanente Magnetspannfutter nicht verwendet wird, tragen Sie eine dünne Schicht Fett oder Schmiermittel auf seine Oberfläche auf, um Oxidation zu verhindern.
Welche Faktoren beeinflussen die Haltekraft eines elektro-permanenten Magnetspannfutters?

Die Haltekraft hängt vom Magnetfluss ab, der von der Spannplatte erzeugt wird. Bestimmte Faktoren können jedoch den Fluss des Magnetflusses zum Werkstück begrenzen oder behindern und so die Haltekraft reduzieren:
- Kontaktfläche: Die Haltekraft ist proportional zur Kontaktfläche zwischen dem Werkstück und dem Spannfutter. Größere Werkstücke haben mehr Kontaktfläche und können den Bearbeitungskräften besser widerstehen. Kleinere Werkstücke mit weniger Kontaktfläche halten jedoch möglicherweise bestimmten Bearbeitungsarten nicht stand. Das Werkstück sollte auf dem Spannfutter so platziert werden, dass es so viele Pole wie möglich abdeckt.
- Werkstückdicke: Der magnetische Fluss benötigt eine Mindestdicke des Materials (Eisen), um effektiv zu funktionieren. Wenn das Werkstück sehr dünn ist und diese Mindestdicke nicht erreicht, kann es den vom Spannfutter erzeugten magnetischen Fluss nicht absorbieren, was zu einer reduzierten Haltekraft führt.
- Zustand der Kontaktflächen: Für eine optimale magnetische Haltekraft müssen die Kontaktflächen sowohl des Spannfutters als auch des Werkstücks in gutem Zustand sein. Werkstücke mit unebenen oder rauen Oberflächen haben eine geringere Haltefähigkeit im Vergleich zu geschliffenen Oberflächen. Es ist entscheidend, die Oberfläche des Spannfutters in gutem Zustand zu halten und sie bei Bedarf zu schleifen.
- Material: Das Material des Werkstücks spielt eine bedeutende Rolle bei der magnetischen Haltekraft. Weicher Stahl (niedriger Kohlenstoffgehalt) hat die beste Haltekapazität (100%). Werkstücke aus hochlegierten Stählen oder anderen Materialien können jedoch eine reduzierte Haltekapazität aufweisen. Darüber hinaus können bestimmte Wärmebehandlungen die Fähigkeit des Stahls verringern, von einem Magnetspannfutter gehalten zu werden. Im Allgemeinen gilt: Je härter der Stahl, desto schlechter ist seine magnetische Haltekapazität und er kann nach dem Entfernen vom Spannfutter Magnetismus behalten, was es manchmal schwierig macht, das Werkstück vom Spannfutter zu lösen.
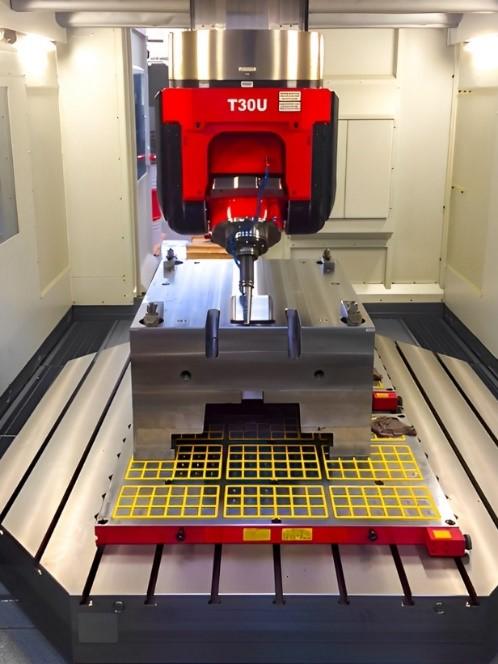
Magnetspannfutter zur Werkstückaufnahme in CNC-Vertikal-Bearbeitungszentren - EEPM
Theoretisch beträgt die maximale Magnetkraft, die ein Magnetspannfutter erzeugen kann, 16 kg/cm². Durch die Verwendung zusätzlicher Magnetblöcke können unsere Magnetspannfutter für Werkstücke eine fünfflächige Bearbeitung unterstützen.